
1. What is welded cylinder? The barrel is welded directly to the end caps and the ports are welded to the barrel. The front rod gland is generally bolted or threaded into the cylinder barrel, which allows the piston rod assembly and the rod seals to be removed for service. Welded hydraulic cylinders possess a number of advantages over tie rod cylinders. Although tie rod cylinders can be cheaper to manufacture, they are usually considered “off the shelf” items and have limited options in terms of customizability. They are also less durable than welded cylinders. Welded body cylinders can be custom-engineered for specific applications. Welded cylinders also have superior seal packages, which can help increase the life expectancy of the cylinder and can be beneficial when the cylinder will be used in locations that involve contaminants and weathering. Aesthetically, welded body cylinders have lower profiles than tie rod cylinders and can improve the appearance of the equipment on which it is used. Since they are narrower than their tie rod equivalents, welded hydraulic cylinders work well in applications in which space is a factor.
2. How to control the welding quality during mass production?
Welding Equipment; Prepare the welding sample strictly according to the predetermined process requirements: Preheating, welding, heat preservation, and preparing the welding sample. And making a welding process card to provide the basis for the implementation of the welding; Welding materials, welding wire and welding gas are uniform materials, stable performance, high gas purity, and accurate ratios; Welding person, needs to have a welder’s certificate; Welding test, such as weld bead strength testing and ultrasonic testing to check welding quality.
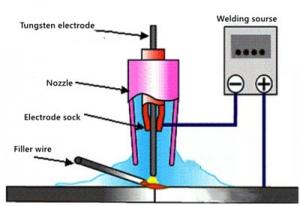
3. Gas shielded welding can be divided into inert gas shielded welding (TIG welding), active gas shielded welding (MAG welding).Gas shielded welding (TIG and MIG welding). Obviously, argon is more commonly used due to its cheaper price, so inert gas shielded metal arc welding is also known as argon arc welding. Tungsten inert gas welding is a welding process in which tungsten or tungsten alloy is used as an electrode material, and the arc generated between the electrode and the base material is used to melt the base material and fill the wire under the protection of the inert gas.
TIG, also known as Gas Arc Welding (GTAW), is a method of making Arc between Tungsten electrode and base metal under inert gas protection so that the base metal and welding wire material can be melted and then welded. It includes DC TIG welding and AC TIG welding.
DC TIG welding takes a DC arc welding power source as a welding power source, with extremely negative power and positive base material. It is mainly used for welding stainless steel, titanium, copper and copper alloy. The welding power source of AC TIG welding is from the AC arc, and the anode and cathode of the base material changed. EP polarity electrode overheating can remove the base material surface oxide layer, mainly used for aluminum, magnesium, and another alloy welding.
When TIG (GTAW) welding operation, the welder can be a welding gun in one hand and welding wire in the hand, suitable for small-scale operation and repair of manual welding. TIG can be welded almost all industrial metals, it offers good welding shape, less slag and dust can be widely used in thin and thick steel plate.
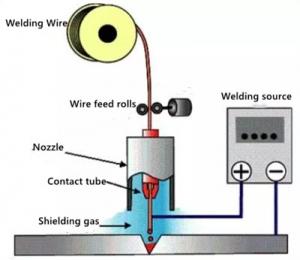
MAG (Metal Active Gas) Welding uses CO₂ or a mixture of argon and CO₂ or oxygen (an Active Gas). Welding of CO₂ gas is sometimes referred to as CO₂ arc welding. MIG and MAG welding equipment are similar in that they can be fed out of the torch by an automatic wire feeder and are suitable for automatic welding, not to mention manual welding. The main difference between them lies in the protective gas, the former is generally protected by pure argon gas, suitable for welding non-ferrous metals; MAG welding mainly uses CO₂ gas, or argon mixed CO₂ active gas, namely Ar+2%O₂ or Ar+5%CO₂, suitable for welding high strength steel and high alloy steel. In order to improve the process performance of CO₂welding, CO₂+Ar or CO₂+Ar+O₂ mixed gas or flux-cored wire can also be used. MAG welding is characterized by its fast welding speed, high arc initiation efficiency, deep pool, high deposition efficiency, good appearance, easy operation, suitable for high-speed pulse MIG (GMAW) welding.
Fast has been committed to the R&D and manufacturing of hydraulic cylinders and hydraulic systems, serving customers and providing employees with a better life. To date, we have helped thousands of clients all over the world-providing expertise in hydraulic cylinder and system design with competitive advantages.
Post time: Sep-16-2022